weiterlesen
Quizfrage: Welches Ereignis von europäischer Tragweite findet am 21. September 2017 statt? – Nein, es ist nicht die Wahl zum 19. Deutschen Bundestag. Die steigt erst drei Tage später, mit ungewissem Ausgang. Was am 21. September geschieht, ist hingegen klar: An diesem Tag endet die Ära der Hartverchromung. Industrieunternehmen, die bis dahin keine Ausnahmegenehmigung der Europäischen Chemikalienagentur Echa in den Händen halten, dürfen das beliebte Beschichtungsverfahren dann nicht mehr einsetzen. Der Grund: Das für die Chrombäder benötigte Chrom (VI)-oxid wurde als „besonders besorgniserregend“, weil massiv gesundheits- und umweltgefährdend eingestuft. Details sind in Anhang XIV der EU-Chemikalienverordnung REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) nachzulesen.
Mit der Hartverchromung wird eine Methode verboten, die ein breitgefächertes Einsatzgebiet besitzt. Walzen, Schrauben, Kolbenstangen, Wellen: Diese und viele andere Komponenten werden seit langem mit Hilfe dieses galvanotechnischen Verfahrens beschichtet und so vor Abrieb und Korrosion geschützt. Die erzeugten Beschichtungen gelten als erstklassig und sind fast allen anderen Schutzschichten klar überlegen. Hat der Regulierungsfleiß der EU-Behörden hier also das Kind mit dem Bade ausgeschüttet? – Nein, hat er nicht. Denn die Gesundheitsgefahren, die auf Basis langjähriger Forschungen genannt werden, haben es in sich: Erbgutverändernd, krebserregend, hochgiftig – diese Qualitäten von Chrom (VI) hätten vermutlich für mehrere Verbote gereicht. Die neue Regelung ist also wohlbegründet.
Anwender der Hartverchromung tun sich gleichwohl schwer, einen brauchbaren Ersatz für das Verfahren zu finden. Das seit langem bekannte Thermische Spritzen etwa, das heute oft als Alternative genannt wird, konnte schon früher nicht überzeugen. Denn in Abwandlung eines alten Werbeslogans muss man leider sagen: Eine Thermische Spritzschicht gelingt nicht immer und klebt nicht. Beschichtungen, die mit diesem Verfahren realisiert werden, sind oft porös und rissig. Sie haften zudem schlecht auf dem Werkstück, da ihre Anbindung schwächer ist als die Anbindung galvanischer Schichten. Dass etliche Hersteller darauf hoffen, per Sondergenehmigung weiter hartverchromen zu dürfen, überrascht daher nicht. Es ist jedoch ein Spiel mit dem Feuer – denn mittelfristig will die EU Chrom (VI) ins Abseits drängen. Daran kann kein Zweifel sein.
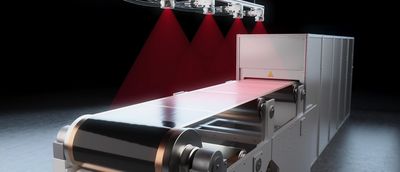
Wer dem Reiz des Verbotenen nicht erlegen und für Alternativen offen ist, sollte deshalb über den Einsatz des Laserauftragschweißens nachdenken. Das Schichtmaterial wird hier in Pulverform auf das Werkstück geblasen und dort per Laser aufgeschmolzen, sodass es sich schmelzmetallurgisch mit dem Grundmaterial verbindet. Dieses Verfahren erzeugt stabilere Schutzschichten als das Hartverchromen, gilt unter Experten allerdings als hüftlahm: Um das Pulver aufzuschmelzen, musste der Laser bisher so lang auf dem Werkstück verweilen, dass sich pro Minute maximal 50 cm2 beschichten und nur Schichten von mehr als 0,5 mm Dicke realisieren ließen. Damit taugte die Technik nicht für alle Beschichtungen – und wirtschaftlich war ihr Einsatz auch nicht gerade.
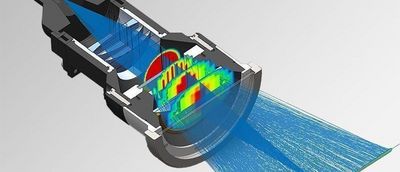
Seit das Fraunhofer Institut für Lasertechnik (ILT) das pulverbasierte Laserauftragschweißen zum Extremen Hochgeschwindigkeits-Laserauftragschweißens (EHLA) weiterentwickelt hat, werden die Karten jedoch neu gemischt. Durch eine andere Justierung von Laserstrahl und Pulverdüsen wird das Schichtmaterial schon aufgeschmolzen, bevor es auf das Werkstück trifft. Das verkürzt die Verweilzeit des Lasers und erhöht somit die Prozessgeschwindigkeit, obendrein wird Energie gespart. Die Ergebnisse können sich sehen lassen: In Testläufen, die mit einer Inconel 625 Nickel-Chrom-Legierung und unter Einsatz eines Laserline LDF-4000-8 Diodenlasers mit Strahlkonverter durchgeführt wurden, beschichtete das ILT pro Minute eine Fläche von 500 cm2, bei einer Schichtdicke nur etwa 20 µm. Das ist sage und schreibe die zehnfache Prozessgeschwindigkeit, zugleich wurde die Schichtdicke mehr als halbiert. Selbst extrem dünne Schichten von etwa 10 µm sind problemlos machbar.
Fazit: Dem Hartverchromen muss bei solchen Parametern niemand mehr hinterhertrauern. Und wer weiß – vielleicht ist man der EU noch dankbar, dass sie dieses Verfahren verboten und für Neues die Tür geöffnet hat. Zufriedenheit mit Europa dank Laserauftragschweißen: Das wäre doch mal ein Fortschritt ganz anderer Art.