

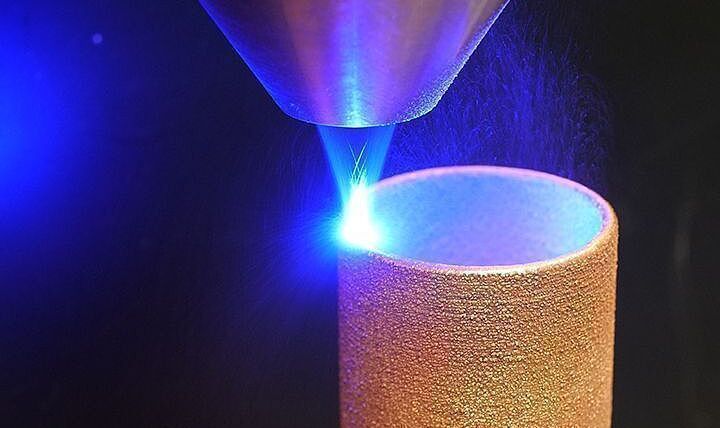
Blaue Laser eignen sich besonders gut für das Auftragschweißen bzw. für die additive Fertigung mit Kupfer.
(Video in englischer Sprache)
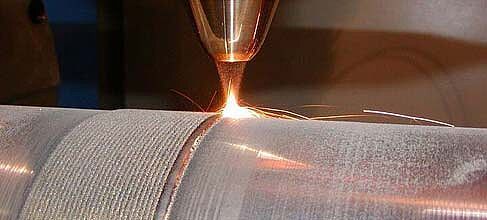
Laserauftragschweißen - Anwendungen & Beispiele
Eine Einführung in das Laserstrahl-Auftragschweißen mit Beispielen aus allen vier Hauptanwendungsgebieten: Korrosionsschutz, Verschleißschutz, Reparaturschweißen & Additive Manufacturing.
Mit Markus Rütering, Vertriebsleiter bei Laserline.
Wenn Sie Fragen haben oder mehr zu den Anwendungen und Prozessen im Laser Metal Deposition (LMD) erfahren möchten, kontaktieren Sie uns gerne.

Diodenlaser in der Öl-und Gasindustrie
Die Erschließung von Erdöl- und Erdgasfeldern setzt hochleistungsfähige Bohrwerkzeuge voraus. Sie unterliegen enormer Beanspruchung und würden ohne Verschleißschutz keine lange Lebensdauer erreichen. Aus diesem Grund sind seit langem Spezialbeschichtungen Standard, die immer häufiger durch Laserauftragschweißen realisiert werden. Laserline LDM und LDF Diodenlaser erzielen hier hervorragende Ergebnisse.