铜、金和其他有色金属
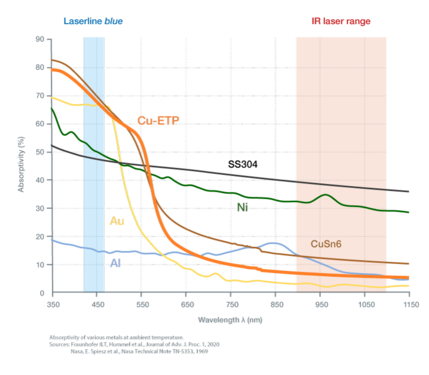
目前现有的工业用激光源需耗费更大能量才能对有色金属,如铜这一类材料实现批量加工。蓝光二极管激光器的发展为这个局面提供新的可能性。铜和金对蓝光的吸收比红外光要高7-20倍(见图表)。
更加适用于有色金属加工的Laserline高功率二极管激光器面世了。蓝光二极管激光器在薄板加工上效率更高,有显著优势。
除了有色金属对蓝光吸收率高,二极管激光器典型的光斑能量分布还使铜的熔化更为稳定,提高了加工成品的质量。另外,Laserline二极管激光器技术实现对激光功率在毫秒内精准的调节,从而更好地配合客户的加工需求。无论铜材料在焊接前处于怎样的状态,使用蓝光二极管激光器焊接后的焊缝洁净、平整,具有良好的导电性。焊缝周围几乎没有飞溅。因为使用蓝光无需在焊接处对材料叠加或填充,所以材料的利用率特别高。另外,使用蓝光激光对铜加工时,液态铜具有较高的润湿性,易于焊缝搭接。蓝光激光热传导焊的加工过程可控性高,实现铜与其他金属材料的连接。甚至铜粉、铜薄板也可以与铁、铝等材料相焊接。其中,铜薄板的拼焊与角焊已取得良好的实验结果。
蓝光激光器在铜的焊接上所需的能耗比红外激光器低84%,在金的焊接上甚至要低92%。这意味着,当红外激光器需要10 kW的激光功率来焊接铜或金材时,使用蓝光激光器仅需要约1 kW,或0,5 kW的功率。
Laserlineblue激光器的平台结合针对蓝光激光特有波长研发的高品质镜头,为用户提供工业上广泛认可的可靠系统技术。另外,在将激光器集成于生产系统时,用蓝光激光器替换其他工业激光器时,无需更改很多部件,仅需更换工作站的视觉保护窗口及激光防护眼镜,使其对蓝光波长有防护性,以保证操作人员的安全。