Plastic welding systems – the method
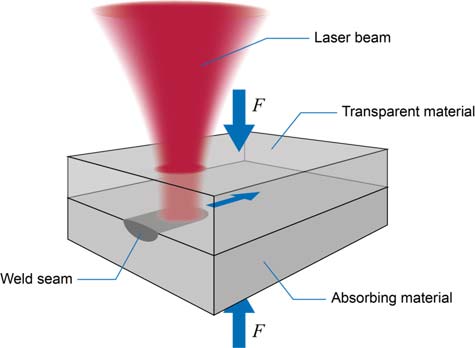
Laser beam transmission welding always involves a component that is transparent for the laser and a laser absorbing component being merged. Before they are welded, the join partners are positioned and then pressed together. In the actual fusion process, the laser beam passes through the transparent component without significantly heating it up, before the absorbing component takes the laser energy, which heats up its surface. This energy is transferred via heat conduction onto the surface of the transparent component. The energy that has been absorbed plasticizes the plastic which, with pressure and heat conduction, leads to the components being joined. The existing joining pressure results in a substance-to-substance bond for both parts. The firmness of the resulting weld is typically within the region of the base material’s strength.
Polymer Welding: Advantages of diode lasers
The diode laser has the edgecompared to conventional solid-state lasers because of its wavelength spectrum and “top hat” steel profile without an intensity peak. In this way, local temperature peaks (which could damage the join partners) are avoided. Because of the diode laser’s local energy input, the plastic in the join zone is heated very quickly, without damage to the material, resulting in a homogeneous melt and zero fluff formation due to dry friction. Setting path monitoring systems, or temperaturemonitoring systems, can record the plastic welding process and pass the result to a higher-level control system. Functional changes to the component or new design ideas for the welding contour can be programmed flexibly. In particular, the laser protects interior and vibration-sensitive components or complex electrodes from damage by means of its contact-free heat input. The even energy distribution at the laser focus melts the welded joint without overheating the material, thereby preventing pores from being formed. The outstanding feature of thelaser is that it gives rise to much greater freedom of design in terms of the development of new components and housings. Plastic laser welding services make it possible to join plastic housings with inner electronic components (which are often damaged or dirtied by conventional methods such as vibration welding or ultrasonic welding)with a low thermal and mechanical impact and zero contact.

