Laser Beschichtung – Das Verfahren
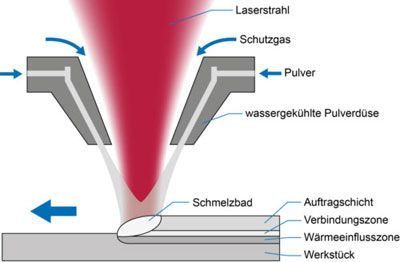
Laserauftragschweißen – auch Laser Cladding genannt – wird wahlweise als Draht- oder Pulverauftragschweißen realisiert. Der Laserstrahl erzeugt auf der Werkstückoberfläche ein Schmelzbad, dem zugleich das Beschichtungsmaterial (Draht bzw. Pulver) zugeführt und vom Laser mit aufgeschmolzen wird. Die Einwirkzeit ist kurz und verursacht nur geringen Verzug, die Abkühlung vollzieht sich schnell. Ergebnis ist eine Schicht, die metallurgisch mit dem Grundmaterial verbunden ist. Sie ist strapazierfähiger als Beschichtungen, die durch Thermisches Spritzen erzeugt werden und im Gegensatz etwa zum Hartverchromen gesundheitlich unbedenklich.
Die Prozessvorteile des Diodenlasers
Das Top-Hat Strahlprofil des Diodenlasers erzeugt ein besonders gleichmäßiges Schmelzbad, das feinkörnige, poren- und rissfreie Beschichtungen der Werkstoffe hervorbringt. Nachbearbeitungen werden so auf ein Minimum reduziert.
Vorteile auf einen Blick
- geringe Einwirkzeit und Einwirktiefe des Lasers
- metallurgische Verbindung von Schicht- und Grundmaterial
- Schichten beständiger als thermische Spritzschichten
- hohe Oberflächenqualität und geringer Verzug, kaum Nachbearbeitungen erforderlich
- kurze Bearbeitungszeiträume, hohe Energieeffizienz
Journal
Weniger Bremsstaub durch Bremsscheiben mit Laserbeschichtung
Im Sinne neuer Umweltschutzbemühungen ist neben der Reduktion von CO2-Emissionen auch die Reduktion von Feinstäuben ein wichtiges Ziel. Dabei stellen sowohl die Emission von Verbrennungsmotoren selbst, aber auch Abrieb von Reifen sowie Bremsen (Scheiben und Beläge) einen relevanten Anteil der Feinstaubbelastung dar. Die Reibung zwischen Bremsscheibe und Bremsbelägen erzeugt Wärme sowie Feinstäube, die sich sowohl auf der Fahrzeugfelge als auch auf der Straße absetzen. Durch die ständige Aufwirbelung ist am Ende ein großer Anteil davon in der Luft.




