Diode Laser Brazing – The process
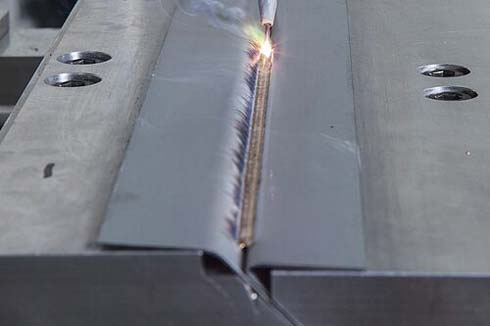
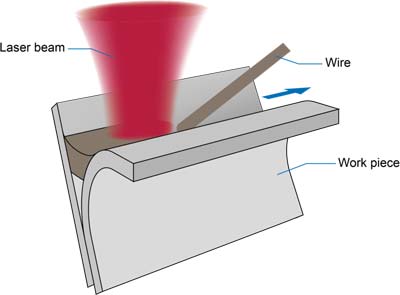
Joining methods, in which the brazing solder is melted by an industrial laser, have mainly been used in the mass production of vehicle bodies. There, laser beam brazing is mostly used for joining galvanized steel sheets or lightweight components made from aluminum, but also for other brazing material. Laser automobile brazing is usually carried out with a brazing optic that is integrated into a robot. The laser beam is guided along the joint where it melts the brazing solder – e.g. a copper-silicon wire – and in so doing, connects the components together. The success of the brazing process depends on whether the firmness is similar to the welding seams and on the high aesthetic quality of the joints: brazing seams that were generated with lasers are known for their sealed, smooth and clean structures. They are visually appealing and reduces post-processing to a minimum. The car body can often be lacquered immediately after cleaning, for example.
Brazing Process Advantages of a Diode Laser
The global practical usage of Laserline’s diode lasers has been established in the field of laser brazing. More than 800 LDF diode lasers are in successful permanent use for different brazing applications within automotive body assembly around the globe. Besides the requirements of higher firmness and a heat-affected zone that is as small as possible, there are particularly high standards in terms of the appearance of the joint for visible seams. A key process advantage of diode lasers is the strikingly calm melt pools.
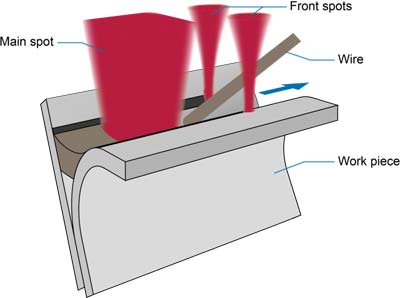
Furthermore, the multi-spot module developed by Laserline has achieved enormous process advantages for triple-spot brazing. Brazing hot-galvanized sheets is often difficult, but as usual, this technology can achieve top-quality brazing seam qualities without reducing the process speed.