Brasatura laser – Il processo
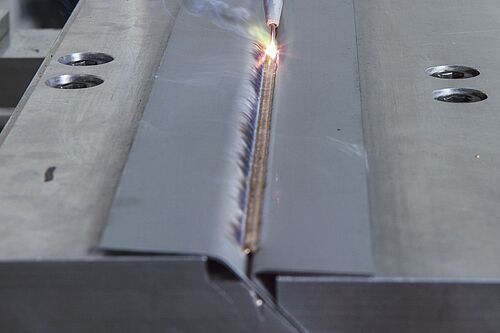
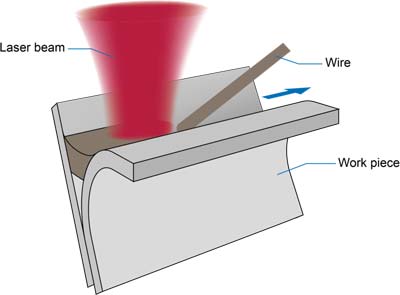
Le procedure di assemblaggio, durante le quali la lega per brasatura forte viene fusa con l'ausilio di un laser industriale, si sono affermate soprattutto nella produzione in serie di carrozzerie per automobili. In questo frangente la brasatura a raggio laser viene impiegata per lo più per assemblare lamiere di acciaio zincato o componenti leggeri in alluminio. La brasatura laser nel settore automobilistico viene solitamente eseguita mediante appositi ottici integrati in un robot. Il raggio laser viene fatto scorrere lungo il punto di assemblaggio, fondendo la lega per brasatura forte (ad esempio un filo in rame-silicio) e unendo i componenti. Il successo di questa tecnica è dovuto alla resistenza (simile a quella dei cordoni di saldatura) nonché all'elevata qualità estetica degli elementi assemblati. I cordoni di brasatura realizzati con il laser a diodi sono noti per la loro struttura a tenuta stagna e le loro superfici lisce e pulite. Grazie a questi fattori, il prodotto risulta bello da vedere e le rifiniture vengono ridotte al minimo. Le carrozzerie, ad esempio, possono essere verniciate quasi sempre subito dopo la pulizia.
Vantaggi del laser a diodi
I laser a diodi Laserline si sono affermati a livello mondiale come strumento di utilizzo nel settore della brasatura forte eseguita tramite laser. Più di 800 laser a diodi LDF vengono continuamente impiegati con successo in tutto il mondo in diversi campi legati alla costruzione di automobili. Oltre a una notevole resistenza e a una zona d'influenza termica il più possibile ridotta, in questo settore i cordoni a vista devono soddisfare requisiti piuttosto elevati relativamente all'aspetto del punto di assemblaggio. Un grande vantaggio dei laser a diodi consiste nel produrre bagni di fusione visibilmente contenuti.
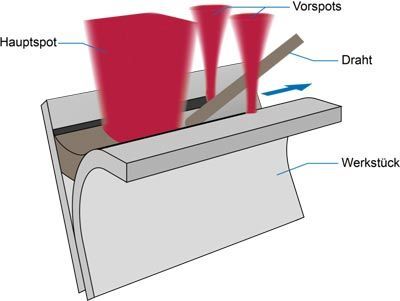
Il modulo multispot sviluppato da Laserline consente inoltre di ottenere notevoli risultati nella brasatura forte mediante la modalità a triplo spot. Nella brasatura forte di lamiere zincate a fuoco (operazione che si rivela spesso difficile), questa tecnica permette infatti di realizzare cordoni di brasatura di qualità come sempre elevata senza ridurre la velocità del processo.