The heat conduction welding process
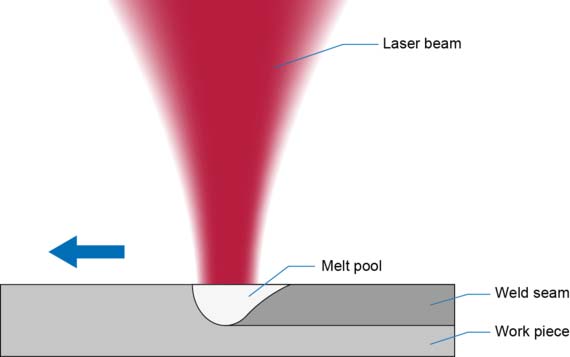
Diode conduction welding is characterized by low exposure depths of a maximum of one millimeter and is mainly used for joining sheets with low material thickness. With heat conduction welding, the laser melts the sheets along the intended joint. The melted portions of the joint partners merge and then cool off to create the actual welding seam. This enables welded connections to be realized more quickly and with lower material distortion than with the usual welding methods. Furthermore, it generates smooth, pore-free welding seams that do not need any post-processing. This makes heat conduction welding the method of choice, especially in visible areas.
The process advantages of diode lasers
Laserline’s diode lasers optimize heat conduction welding in several ways, with their uniform power output and homogeneous intensity distribution (top-hat beam profile) guaranteeing excellent seam qualities and high process stability. Additionally, there are enormous economic advantages: with a lifetime of more than 30,000 operating hours, high efficiency, and low maintenance requirements, Laserline’s diode lasers are clearly superior to the other beam sources available.

