Soudage profond par laser – Le procédé
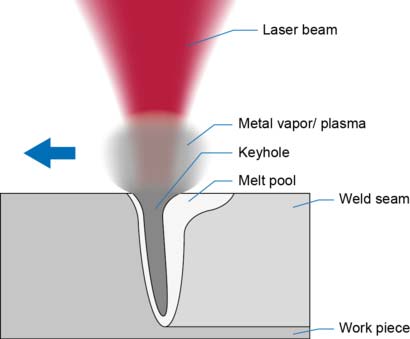
Avec le soudage profond, la matière est usinée à des intensités de faisceaux très élevées. À la différence du soudage par conduction thermique, ce procédé génère, outre une masse fondue, également des vapeurs métalliques. Ces vapeurs repoussent partiellement le bain, ce qui entraîne la formation d'un capillaire (keyhole). Une vitesse de traitement élevée caractérise le soudage profond par laser. La zone d'influence thermique est toujours très limitée, le retrait de la matière est donc tout aussi réduit. Il ne subsiste qu'un cordon de soudure fin et structurellement homogène dont la profondeur est souvent supérieure à sa largeur.
Avantages du processus d'usinage avec un laser à diodes
L'un des grands atouts des lasers à diodes Laserline est le calme du bain avec, dans la foulée, un minimum d'éclaboussures sur la pièce et des cordons de soudure lisses et propres. Avec une classe de protection IP54, les lasers garantissent la stabilité du processus dans des environnements de production rudes même sans recours à des enceintes de protection. Leur rendement électrique très élevé de près de 50 % ainsi que leur robustesse technique font des systèmes Laserline un outil fiable et extrêmement rentable pour le soudage profond. Conçus pour 30 000 heures de service, ils affichent une longue durée de vie et requièrent très peu de maintenance.