![[Translate to Französisch:] Kantenschweißen und Schweißen von Kupferfolien](/fileadmin/_processed_/4/5/csm_copper-foil-welding_0d6997abbf.jpg)
Soudage laser du cuivre
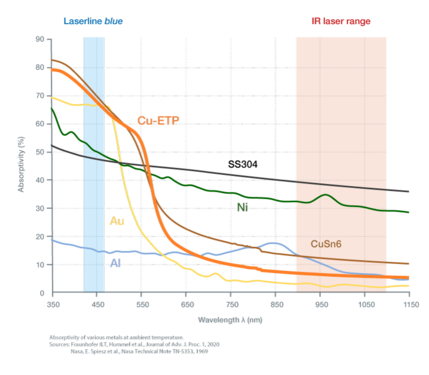
Un nouveau laser à diode bleu vient révolutionner le soudage laser du cuivre. Le faisceau laser bleu permet un usinage de haute qualité du cuivre et d’autres métaux non ferreux dans le cadre de processus industriels.
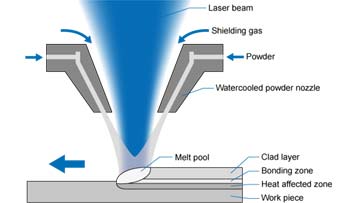
Soudage laser du cuivre – le procédé
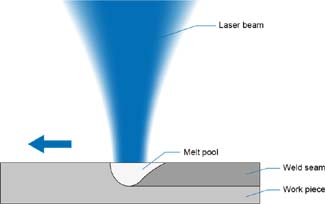
Grâce au laser bleu, il est pour la première fois possible de réaliser un soudage par conduction thermique en mode contrôlé du cuivre et d’autres métaux non ferreux de faible épaisseur. Une épaisseur inférieure à un millimètre ne pose désormais plus de problème. Si, avec le laser infrarouge, les feuilles fines étaient jusqu’ici découpées plutôt qu’assemblées, le laser bleu permet quant à lui d’usiner le matériau de façon ciblée et contrôlée. Le faisceau laser bleu fait fusionner le matériau voulu le long des joints à souder. Les matières liquides ainsi créées fusionnent pour former, une fois refroidies, le cordon de soudure. Ce procédé donne lieu à des soudures particulièrement lisses et d’excellente qualité qui sont de ce fait très robustes. Le principe est essentiellement le même que pour le laser infrarouge ; seule la longueur d’onde utilisée change.
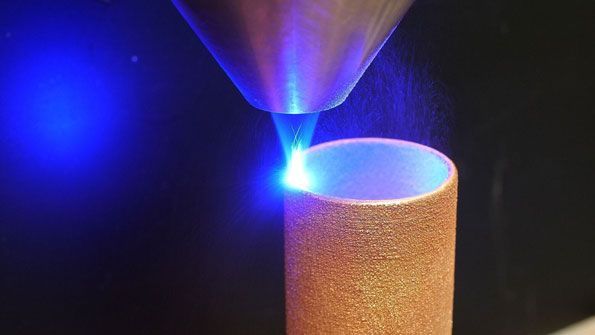
Soudage au laser de broches en cuivre avec un laser à diode bleue
Soudure au laser de deux contacts en cuivre (environ 0,5x1,5mm²) avec une longueur d'onde de 450nm et un temps d'impulsion de 100ms pour les applications électriques.
Le soudage par conduction thermique avec le laser à diode bleue produit un bain de fusion très stable et homogène sans évaporation. La tension superficielle dominante du cuivre liquide permet de combler les espaces entre les broches, ce qui donne un joint homogène.
Des résultats excellents
Les premiers tests montrent que la structure de la surface n’a aucune d’incidence sur le processus de soudage, surtout dans l’usinage du cuivre. Les bonnes propriétés du cordon de soudure sont conservées quel que soit le traitement appliqué auparavant au cuivre: satinage, oxydation ou encore décapage.