
Page 1 - Laserline-Case-Study-Welding-of-tailored-blanks
P. 1
Welding of Tailored Blanks
Task Result
Laser welding of flat sheets allows the combination of Despite the medium working distance of the LDF 6000-40
different materials and material thicknesses into a single and LDF 5000-40 that are now used in several Arcelor
component with locally adapted properties. In a single production plants throughout Europe and India, weld
stamping process, this so-called “tailored blank” is formed process stability and weld speed are at least equivalent
into the final component reducing both the total cost and to other diode pumped laser sources with “better” beam
weight of the parts as well as the steel consumption and quality. The diode laser proves to have much higher
handling costs. At the same time this process often leads overall equipment effectiveness (OEE) than the previously
to optimized mechanical properties and, in the case of employed CO lasers and further lasers will be replaced
2
automobile parts, superior crash-test performance. over subsequent years.
The customer, ArcelorMittal Tailored Blanks, has more than
15 years experience using CO -lasers for tailored blank
2
welding and wanted to replace the older lasers sources by
modern and much more efficient diode lasers.
Approach
A range of trials on different, relevant materials in the
Laserline applications labs convinced the customer of the
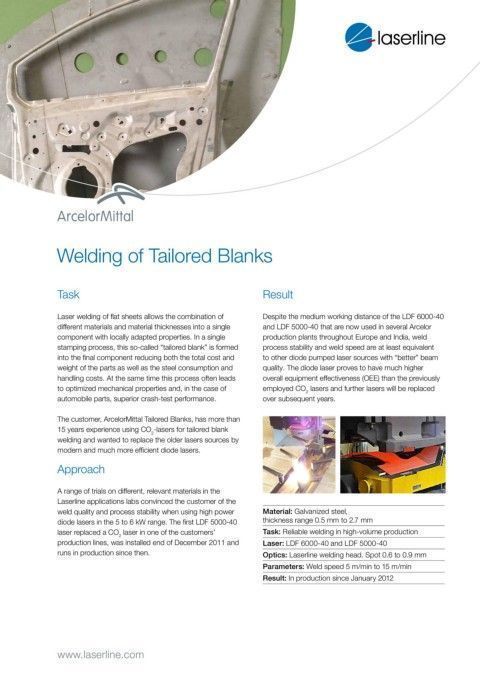
weld quality and process stability when using high power Material: Galvanized steel,
diode lasers in the 5 to 6 kW range. The first LDF 5000-40 thickness range 0.5 mm to 2.7 mm
laser replaced a CO laser in one of the customers’ Task: Reliable welding in high-volume production
2
production lines, was installed end of December 2011 and Laser: LDF 6000-40 and LDF 5000-40
runs in production since then. Optics: Laserline welding head. Spot 0.6 to 0.9 mm
Parameters: Weld speed 5 m/min to 15 m/min
Result: In production since January 2012
www.laserline.com