
Page 1 - Laserline-Case-Study-Laser-welding-of-heat-exchangers
P. 1
Bund Automation
Laser Welding of Heat Exchangers
Task Result
In the customer’s heat exchanger manufacturing process, Laserline’s LDM series diode laser module enabled Bund
the outer casing must be affixed to the internal body with Automation to build an extremely compact and reliable
tack welds. However, because fillet welds must also be welding system. After testing in prototype production for
used in the assembly process, TIG welding is not suitable two months, the laser system was put into series
for the application. Additionally, the highest level of production and has been used successfully since early
reliability and reproducibility in the production process is 2010. Additionally, the laser system has lower operating
required. The plant engineer at Bund Automation initially and maintenance costs than conventional welding
conducted preliminary tests with a lamp-pumped, pulsed processes or other types of lasers.
YAG laser but ultimately determined that a more compact
and, above all, reliable beam source was needed for mass
production.
Process
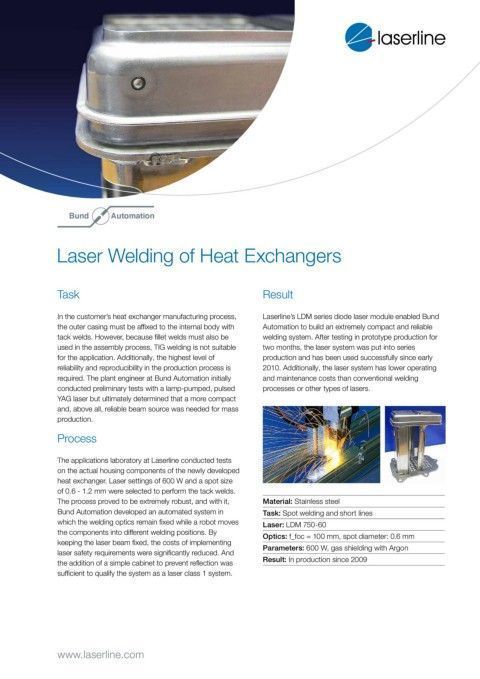
The applications laboratory at Laserline conducted tests
on the actual housing components of the newly developed
heat exchanger. Laser settings of 600 W and a spot size
of 0.6 - 1.2 mm were selected to perform the tack welds.
The process proved to be extremely robust, and with it, Material: Stainless steel
Bund Automation developed an automated system in Task: Spot welding and short lines
which the welding optics remain fixed while a robot moves Laser: LDM 750-60
the components into different welding positions. By Optics: f_foc = 100 mm, spot diameter: 0.6 mm
keeping the laser beam fixed, the costs of implementing
laser safety requirements were significantly reduced. And Parameters: 600 W, gas shielding with Argon
the addition of a simple cabinet to prevent reflection was Result: In production since 2009
sufficient to qualify the system as a laser class 1 system.
www.laserline.com