
Page 1 - Laserline-Case-Study-Laser-cladding-for-the-drilling-industry
P. 1
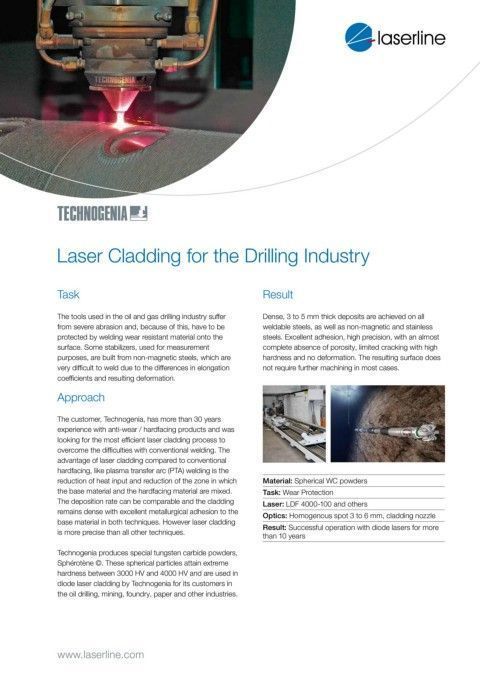
Laser Cladding for the Drilling Industry
Task Result
The tools used in the oil and gas drilling industry suffer Dense, 3 to 5 mm thick deposits are achieved on all
from severe abrasion and, because of this, have to be weldable steels, as well as non-magnetic and stainless
protected by welding wear resistant material onto the steels. Excellent adhesion, high precision, with an almost
surface. Some stabilizers, used for measurement complete absence of porosity, limited cracking with high
purposes, are built from non-magnetic steels, which are hardness and no deformation. The resulting surface does
very difficult to weld due to the differences in elongation not require further machining in most cases.
coefficients and resulting deformation.
Approach
The customer, Technogenia, has more than 30 years
experience with anti-wear / hardfacing products and was
looking for the most efficient laser cladding process to
overcome the difficulties with conventional welding. The
advantage of laser cladding compared to conventional
hardfacing, like plasma transfer arc (PTA) welding is the
reduction of heat input and reduction of the zone in which Material: Spherical WC powders
the base material and the hardfacing material are mixed. Task: Wear Protection
The deposition rate can be comparable and the cladding Laser: LDF 4000-100 and others
remains dense with excellent metallurgical adhesion to the Optics: Homogenous spot 3 to 6 mm, cladding nozzle
base material in both techniques. However laser cladding
is more precise than all other techniques. Result: Successful operation with diode lasers for more
than 10 years
Technogenia produces special tungsten carbide powders,
Sphérotène ©. These spherical particles attain extreme
hardness between 3000 HV and 4000 HV and are used in
diode laser cladding by Technogenia for its customers in
the oil drilling, mining, foundry, paper and other industries.
www.laserline.com