Proceso
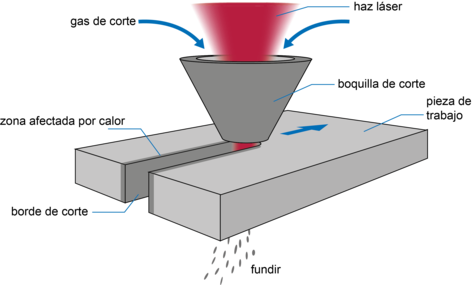
El haz del láser se focaliza en un cabezal de corte por medio de lentes a un punto focal de sólo unas pocas décimas de milímetro y funde el material generalmente metálico. Un flujo de gas coaxial "sopla" la fundición y crea un kerf en el proceso. Los gases más comunes son el oxígeno y el nitrógeno. Cuando se mueve el material o el cabezal de corte durante el proceso, se pueden crear los contornos requeridos de 2 o 3 dimensiones. Los movimientos pueden ser generados por un eje controlado por CNC adecuado. Para esto, también se pueden utilizar robots y, en ciertas ocasiones, incluso combinar el movimiento del material con el de los ejes.
Ventajas del proceso de los láseres de diodo
En comparación con otras aplicaciones, el corte láser es el de mayor exigencia respecto a la capacidad del foco del haz de láser. Desde hace un par de años, los láseres de diodo de Laserline exceden los requisitos necesarios y se emplean en aplicaciones de corte con robots en la producción.
Las ventajas del corte láser en comparación con otros métodos son: la ausencia de contacto, la falta de fuerza, la baja entrada de calor, la alta velocidad de corte, la ausencia de rebabas - sólo alcanzan su potencial pleno cuando se utilizan láseres de diodo. Las mayores ventajas del láser de diodo sólo entran en juego cuando la misma fuente de haz se utiliza simultáneamente no sólo para el corte, sino también para otros métodos como la soldadura y la soldadura fuerte en la construcción de carrocería. En estos casos, las otras fuentes de haces láser son inferiores al láser de diodo como herramienta universal.
