discover more
In a German expression, ”drilling of thick planks” has long since become a popular metaphor for persistence. Rarely mentioned is the welding of thick metal sheets even though persistence is also required for this, at least when established methods are used.
But users know this all too well, especially those who decide to use submerged-arc welding (SAW) or metal active gas (MAG) welding. For example, to join the thick steel walls of ships with butt-joint using both methods, a welding seam preparation must be made, and when using the typical laser MAG hybrid technique, multilayers have to be welded. This takes time. When the sheets are thicker than 20 millimeters, often there is no other way than to weld them from two sides or to use a backing technique. It does not get any quicker and the next time-eater is waiting already, and this is because the high-heat input of the conventional welding methods leaves its traces. It influences the steel structures of the sheets beyond the seam area and can lead to a distortion in the components. This requires intensive post processing.
Now, seams created by MAG or SAW welding are undoubtedly very solid and can also tolerate a suboptimal seam preparation. In practice, they have proven themselves over many years. However, this does not mean that we cannot do it better, because the comparatively slow processes and material distortions that must be accepted at MAG welding pose an economic challenge. And this does not apply only to ship construction, because the task of welding thick sheets is also given in other areas, as, for example, in pipe systems for oil and natural gas pipelines or at the foundations of off-shore wind turbines. On each of these application fields, one question keeps presenting itself: how can the welding processes be made more efficient and thus more economical?
Among the popular welding methods for joining mainly thick sheets, laser welding is also possible. However, in the past, a wider field operation was avoided for the reason that laser spots were mostly too small to bridge the height offset and the big gap sizes. Until now only the laser MAG hybrid welding could withstand the practical demands of reconciling the numerous process parameters of this method which still poses a challenge.
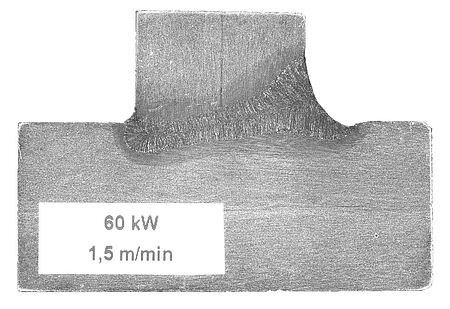
Laserline has a real alternative. A fiber-coupled high-power diode laser system with mirror optic was developed especially for welding thick sheets. It offers a 60 kW output power as well as a focusing with 400 mm focal length that creates a practice-oriented focal spot size of 2.7 mm. In test runs, very convincing welding results were attained. Sheet thicknesses of up to 25 mm can be welded with this system completely one-sided and in only one single work step. The high intensity of the laser beam melts up the material more quickly and thus shortens the processing period, which includes already two process progresses. On the one hand, per welding direction, previously unachieved feed rates of up to 2 meters per minute can be realized. On the other hand, the heating of seam adjoining sheet areas will be minimized, with the risk of material distortion thus reduced.
Three further typical challenges of thick metal welding — height offset, existence of variable gap sizes, and a lack of precisely milled metal edges — pose no problems at all for diode lasers: gap sizes of up to 1mm as well as a height offset of up to 2.5 mm are safely bridged, while imperfect metal edges are reliably joined. The outcomes are small, smooth and clean welding seams with impressive stability and homogeneity.
The fiber-coupled 60 kW diode laser systems from Laserline present therefore a real alternative to established welding methods. The economic benefits of a quicker and material protecting process control are not all there is to it. The laser system and optic must also have no fear of the rough wind that blows in shipyards or in pipeline construction. They can withstand quite a lot, just like the welding seams they produce.